什么是窄間隙氣體保護(hù)焊?它有哪些特點(diǎn)?如何分類?
發(fā)布時(shí)間: 2019-11-04作者:baile100瀏覽量:
什么是窄間隙氣體保護(hù)焊?它有哪些特點(diǎn)?如何分類?
答:厚板對(duì)接接頭,焊前開I形坡口或只開小角度坡口, 并留有窄而深的間隙,采用氣體保護(hù)焊的多層多道焊完成的 整條焊縫的高效率焊接法,稱為窄間隙氣體保護(hù)焊。采用窄 間隙氣體保護(hù)焊時(shí),不論鋼板多厚,均采用同樣的間隙(6 ~15mm) 與窄間隙埋弧焊和電渣焊相比,窄間隙氣體保護(hù)焊具有接頭應(yīng)力小、變形小、熱影響區(qū)小、焊縫金屬夾渣少焊后表面 無渣殼、綜合力學(xué)性能高、經(jīng)濟(jì)性好、生產(chǎn)率高等優(yōu)點(diǎn)。 窄間隙焊可用于平焊、立焊、橫焊及全位置焊接。根據(jù)熱輸入的大小,窄間隙焊可分為低熱輸人窄間隙焊和高熱輸入窄間隙焊兩類。
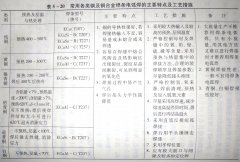
(1)低熱輸入窄間隙焊這種方法采用細(xì)絲、小焊接參數(shù)和高焊接速度,因而熱輸入就低,用于焊接高強(qiáng)度鋼及熱敏感性高的材料。通常采用氧化性混合保護(hù)氣體[A(80%)+CO2(20%)],焊絲直徑為0.81.0mm,間隙為6-9mm,直流反接,噴射過渡焊接工藝。可采用兩根焊絲分別指向兩個(gè)不同的側(cè)壁雙層多道焊方式,也可采用單層加擺動(dòng)的多層焊方式,以保證根部焊透。
焊接工藝過程見圖3-19。 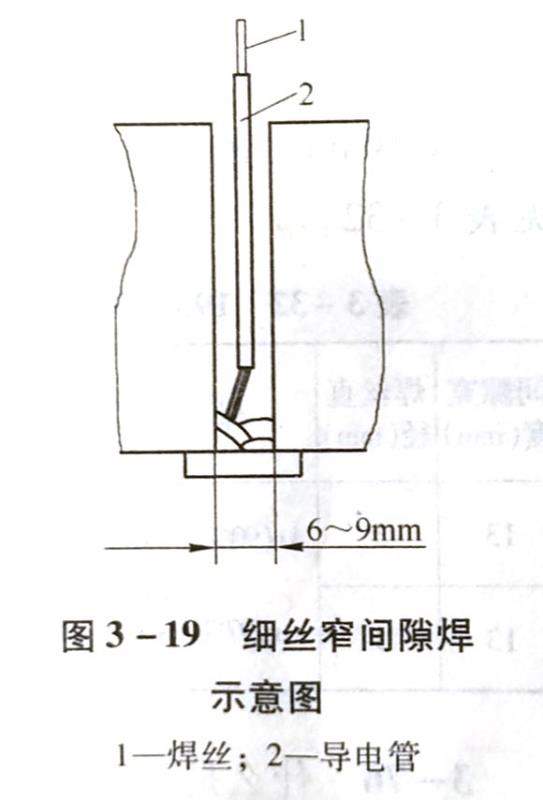 用專門設(shè)計(jì)的導(dǎo)電管將焊絲導(dǎo)入坡口,導(dǎo)電管的壁厚為2~4mm,且通水冷卻、外表絕緣。焊接過程中為了保證電弧不偏離坡口兩側(cè),必須從電器或機(jī)械上使電弧對(duì)坡 6~9mm口實(shí)行跟蹤,此外在焊接區(qū)域還要采取特殊的輸送保護(hù)氣圖3-19細(xì)絲窄間腳燥體裝置。 示意圖
用專門設(shè)計(jì)的導(dǎo)電管將焊絲導(dǎo)入坡口,導(dǎo)電管的壁厚為2~4mm,且通水冷卻、外表絕緣。焊接過程中為了保證電弧不偏離坡口兩側(cè),必須從電器或機(jī)械上使電弧對(duì)坡 6~9mm口實(shí)行跟蹤,此外在焊接區(qū)域還要采取特殊的輸送保護(hù)氣圖3-19細(xì)絲窄間腳燥體裝置。 示意圖
焊接時(shí),采用的焊絲直徑 1一焊絲;2一導(dǎo)電管
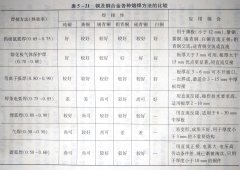
為0.9-1.2mm,間隙在6~9mm之間,焊接低合金鋼的焊接參數(shù)見表3-31。
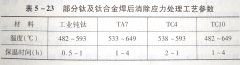
(2)高熱輸入窄間隙焊這種方法采用較大的焊接參 數(shù),熱輸入較高,主要為了提高焊接生產(chǎn)率。 焊接時(shí)通常采用[Ar(90%)+CO2(10%)或[Ar(97%)+ CO2(3%)]的混合氣體作為保護(hù)氣體,焊絲直徑為24 4.8mm,間隙為10~15mm,直流正接或反接。由于間隙窄, 采用大焊接電流時(shí),會(huì)形成“梨形”熔池,在焊縫中間易產(chǎn)生 裂紋,所以通常采用脈沖電源,這樣既可保證焊縫有足夠的熔 深,又可避免產(chǎn)生裂紋,并可改善粗焊絲的熔滴過渡特性。 我國曾用此方法焊接過壁厚為92mm,內(nèi)徑為1600mm, 材料為19Mn5(德國的鋼號(hào))鋼的受壓元件環(huán)縫,其焊接參數(shù) 見表3-32。 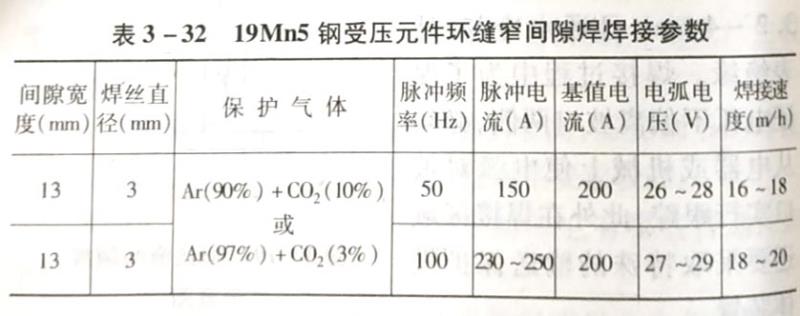
答:厚板對(duì)接接頭,焊前開I形坡口或只開小角度坡口, 并留有窄而深的間隙,采用氣體保護(hù)焊的多層多道焊完成的 整條焊縫的高效率焊接法,稱為窄間隙氣體保護(hù)焊。采用窄 間隙氣體保護(hù)焊時(shí),不論鋼板多厚,均采用同樣的間隙(6 ~15mm) 與窄間隙埋弧焊和電渣焊相比,窄間隙氣體保護(hù)焊具有接頭應(yīng)力小、變形小、熱影響區(qū)小、焊縫金屬夾渣少焊后表面 無渣殼、綜合力學(xué)性能高、經(jīng)濟(jì)性好、生產(chǎn)率高等優(yōu)點(diǎn)。 窄間隙焊可用于平焊、立焊、橫焊及全位置焊接。根據(jù)熱輸入的大小,窄間隙焊可分為低熱輸人窄間隙焊和高熱輸入窄間隙焊兩類。
(1)低熱輸入窄間隙焊這種方法采用細(xì)絲、小焊接參數(shù)和高焊接速度,因而熱輸入就低,用于焊接高強(qiáng)度鋼及熱敏感性高的材料。通常采用氧化性混合保護(hù)氣體[A(80%)+CO2(20%)],焊絲直徑為0.81.0mm,間隙為6-9mm,直流反接,噴射過渡焊接工藝。可采用兩根焊絲分別指向兩個(gè)不同的側(cè)壁雙層多道焊方式,也可采用單層加擺動(dòng)的多層焊方式,以保證根部焊透。
焊接工藝過程見圖3-19。
焊接時(shí),采用的焊絲直徑 1一焊絲;2一導(dǎo)電管
為0.9-1.2mm,間隙在6~9mm之間,焊接低合金鋼的焊接參數(shù)見表3-31。
(2)高熱輸入窄間隙焊這種方法采用較大的焊接參 數(shù),熱輸入較高,主要為了提高焊接生產(chǎn)率。 焊接時(shí)通常采用[Ar(90%)+CO2(10%)或[Ar(97%)+ CO2(3%)]的混合氣體作為保護(hù)氣體,焊絲直徑為24 4.8mm,間隙為10~15mm,直流正接或反接。由于間隙窄, 采用大焊接電流時(shí),會(huì)形成“梨形”熔池,在焊縫中間易產(chǎn)生 裂紋,所以通常采用脈沖電源,這樣既可保證焊縫有足夠的熔 深,又可避免產(chǎn)生裂紋,并可改善粗焊絲的熔滴過渡特性。 我國曾用此方法焊接過壁厚為92mm,內(nèi)徑為1600mm, 材料為19Mn5(德國的鋼號(hào))鋼的受壓元件環(huán)縫,其焊接參數(shù) 見表3-32。
熱門課程
-
 羅定氬弧聯(lián)焊培訓(xùn),羅定高壓管道焊培訓(xùn),羅定...
羅定氬弧聯(lián)焊培訓(xùn),羅定高壓管道焊培訓(xùn),羅定...
-
東莞常平焊工考證 技能考證 常平焊工培訓(xùn)學(xué)校...
-
想學(xué)水電維修培訓(xùn)去哪里報(bào)名,最在在廣東東莞地...
-
想學(xué)水電安裝去哪里報(bào)名好?裝修電工好學(xué)嗎?東莞...
-
家裝水電培訓(xùn)班學(xué)校哪里有,水電安裝學(xué)習(xí)有這樣...
-
學(xué)裝修,學(xué)那個(gè)工種的好水電工怎么樣,東莞水電安...
-
水電安裝短期培訓(xùn)班,水電培訓(xùn)班哪里有,多少...
-
裝修水電工培訓(xùn)哪里有?廣東東莞有嗎
熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監(jiān)局焊工證查詢系統(tǒng)如何登陸?2020-04-22
- 工藝焊接性的直接試驗(yàn)方法有哪些?2019-11-06
- 工藝焊接性的間接評(píng)定有哪些方法?2019-11-06
- 選用焊接性試驗(yàn)方法時(shí)應(yīng)考慮哪些問題2019-11-06
- 評(píng)價(jià)焊接性的準(zhǔn)則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評(píng)定焊接性的試驗(yàn)有哪些2019-11-06
- 鈦及鈦合金焊接的工藝要素及操作要點(diǎn)是2019-11-06
- 焊接鈦及鈦合金時(shí),如何從表面評(píng)定氬氣2019-11-06