什么是熔化極脈沖氣體保護焊?它的工藝特點是什么?
發布時間: 2019-11-04作者:baile100瀏覽量:
什么是熔化極脈沖氣體保護焊?它的工藝特點是什么?
答:利用脈沖電流進行的熔化極氣體保護電弧焊稱熔化極脈沖氣體保護焊。這種焊接方法的焊接電流特征是在較低的基值電流上周期性地疊加高峰值的脈沖電流。是近年來發展的一種先進的焊接技術。它的工藝特點如下:
1)熔滴過渡可控,平均電流比連續電流噴射過渡的臨界電流低,因而母材的熱輸入低,適于各種金屬材料和各種位置焊件的焊接。進行全位置焊接時,在控制焊縫成形方面比 普通熔化極電弧焊好得多。
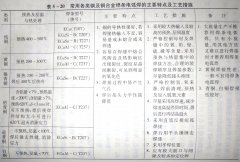
2)焊接電流的調節范圍很寬,包括從短路過渡到噴射過渡所有的焊接電流區域。對于同一種直徑焊絲,能在高至幾百安,低至幾十安的焊接電流范圍內穩定地進行焊接,因此既能焊接厚板,又能焊接薄板,特別是可以用粗焊絲焊接薄板。例如,焊接鋁和不銹鋼時,使用直徑為1.6mm的焊絲,前者只要40A,后者也只要90A就能獲得穩定的噴射過渡。用粗焊絲焊接薄板,在工藝上會帶來一系列好處,如送絲比較容易,焊絲對中度好,能減少產生氣孔的傾向。熔化極脈沖氣 體保護焊時,出現噴射過渡的最小焊接電流值見表3-30(以脈沖氬弧焊為例)。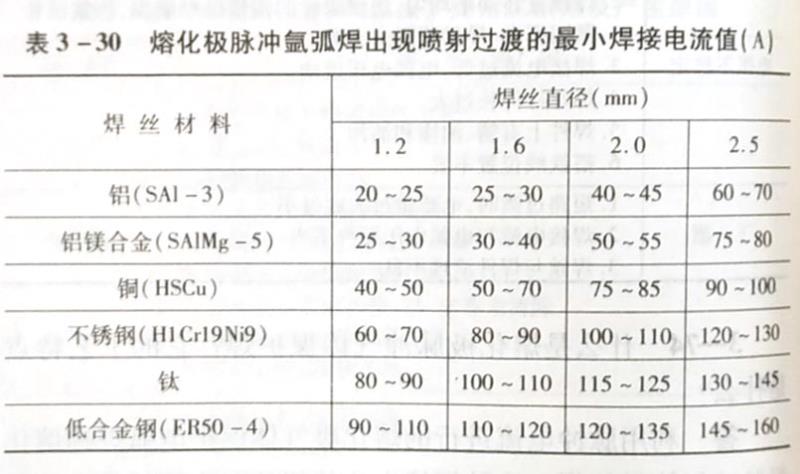
3)能有效地控制熱輸入量及改善焊接接頭性能。采用脈沖電流后,既可使母材得到較大的熔深,又可控制總的焊接電流在較低的水平上。因此,焊縫和熱影響區金屬的過熱程度都比較小,使焊接接頭具有良好的沖擊韌度,并減少產生裂紋的傾向.
4)所需要的焊接設備復雜,成本較高,需要調節的焊接 參數較多,對焊工技術操作的綜合性水平要求較高。
答:利用脈沖電流進行的熔化極氣體保護電弧焊稱熔化極脈沖氣體保護焊。這種焊接方法的焊接電流特征是在較低的基值電流上周期性地疊加高峰值的脈沖電流。是近年來發展的一種先進的焊接技術。它的工藝特點如下:
1)熔滴過渡可控,平均電流比連續電流噴射過渡的臨界電流低,因而母材的熱輸入低,適于各種金屬材料和各種位置焊件的焊接。進行全位置焊接時,在控制焊縫成形方面比 普通熔化極電弧焊好得多。
2)焊接電流的調節范圍很寬,包括從短路過渡到噴射過渡所有的焊接電流區域。對于同一種直徑焊絲,能在高至幾百安,低至幾十安的焊接電流范圍內穩定地進行焊接,因此既能焊接厚板,又能焊接薄板,特別是可以用粗焊絲焊接薄板。例如,焊接鋁和不銹鋼時,使用直徑為1.6mm的焊絲,前者只要40A,后者也只要90A就能獲得穩定的噴射過渡。用粗焊絲焊接薄板,在工藝上會帶來一系列好處,如送絲比較容易,焊絲對中度好,能減少產生氣孔的傾向。熔化極脈沖氣 體保護焊時,出現噴射過渡的最小焊接電流值見表3-30(以脈沖氬弧焊為例)。
3)能有效地控制熱輸入量及改善焊接接頭性能。采用脈沖電流后,既可使母材得到較大的熔深,又可控制總的焊接電流在較低的水平上。因此,焊縫和熱影響區金屬的過熱程度都比較小,使焊接接頭具有良好的沖擊韌度,并減少產生裂紋的傾向.
4)所需要的焊接設備復雜,成本較高,需要調節的焊接 參數較多,對焊工技術操作的綜合性水平要求較高。
熱門課程

熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監局焊工證查詢系統如何登陸?2020-04-22
- 工藝焊接性的直接試驗方法有哪些?2019-11-06
- 工藝焊接性的間接評定有哪些方法?2019-11-06
- 選用焊接性試驗方法時應考慮哪些問題2019-11-06
- 評價焊接性的準則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評定焊接性的試驗有哪些2019-11-06
- 鈦及鈦合金焊接的工藝要素及操作要點是2019-11-06
- 焊接鈦及鈦合金時,如何從表面評定氬氣2019-11-06