鈦及鈦合金焊接的工藝要素及操作要點(diǎn)是什么?
發(fā)布時(shí)間: 2019-11-06作者:baile100瀏覽量:
鈦及鈦合金焊接的工藝要素及操作要點(diǎn)是什么?
答:(1)焊接材料氫氣純度必須≥99.99%。焊接過(guò)程中當(dāng)氬氣瓶壓力降至1MPa時(shí)應(yīng)停止使用。
填充焊絲一般采用與母材同質(zhì)的材料。為改善接頭塑性,也可采用比母材合金化程度稍低的焊絲。填充焊絲的夾雜及其表面的臟物、油污和拉絲潤(rùn)滑劑可能成為焊縫金屬的污染源,而且為焊絲的表面積和體積比率大,故焊前必須徹底清理。
(2)焊接工藝參數(shù)焊接鈦及鈦合金時(shí),由于有晶粒粗化傾向,故盡量采用較小的焊接熱輸入,最好是使溫度剛好高于形成焊縫所需達(dá)到的最低溫度。如果熱輸入量過(guò)高,則焊縫被污染,有變形和變脆的傾向。
宜采用具有陡降特性的直流電源、正接,它比直流反接能獲得更大的熔深和較窄的焊道。不能用接觸法引弧,必須用 高頻引弧及衰減電流的方法填滿弧坑。 多層焊時(shí),層間溫度應(yīng)盡可能低,最好待前一層焊縫已冷至室溫后再焊下一層焊縫,以防過(guò)熱。
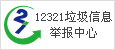
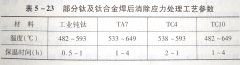
(3)焊后處理鈦及鈦合金焊后在接頭上存在殘余應(yīng)力,會(huì)引發(fā)冷裂紋,使用過(guò)程中會(huì)降低尺寸的穩(wěn)定性,增大接頭對(duì)應(yīng)力腐蝕開裂的敏感性和降低接頭的疲勞強(qiáng)度。所以大多數(shù)鈦及鈦合金焊后都需進(jìn)行消除應(yīng)力處理。表5-23為部分鈦及鈦合金焊后消除應(yīng)力處理工藝參數(shù)。
答:(1)焊接材料氫氣純度必須≥99.99%。焊接過(guò)程中當(dāng)氬氣瓶壓力降至1MPa時(shí)應(yīng)停止使用。
填充焊絲一般采用與母材同質(zhì)的材料。為改善接頭塑性,也可采用比母材合金化程度稍低的焊絲。填充焊絲的夾雜及其表面的臟物、油污和拉絲潤(rùn)滑劑可能成為焊縫金屬的污染源,而且為焊絲的表面積和體積比率大,故焊前必須徹底清理。
(2)焊接工藝參數(shù)焊接鈦及鈦合金時(shí),由于有晶粒粗化傾向,故盡量采用較小的焊接熱輸入,最好是使溫度剛好高于形成焊縫所需達(dá)到的最低溫度。如果熱輸入量過(guò)高,則焊縫被污染,有變形和變脆的傾向。
宜采用具有陡降特性的直流電源、正接,它比直流反接能獲得更大的熔深和較窄的焊道。不能用接觸法引弧,必須用 高頻引弧及衰減電流的方法填滿弧坑。 多層焊時(shí),層間溫度應(yīng)盡可能低,最好待前一層焊縫已冷至室溫后再焊下一層焊縫,以防過(guò)熱。
(3)焊后處理鈦及鈦合金焊后在接頭上存在殘余應(yīng)力,會(huì)引發(fā)冷裂紋,使用過(guò)程中會(huì)降低尺寸的穩(wěn)定性,增大接頭對(duì)應(yīng)力腐蝕開裂的敏感性和降低接頭的疲勞強(qiáng)度。所以大多數(shù)鈦及鈦合金焊后都需進(jìn)行消除應(yīng)力處理。表5-23為部分鈦及鈦合金焊后消除應(yīng)力處理工藝參數(shù)。
熱門課程
-
 羅定氬弧聯(lián)焊培訓(xùn),羅定高壓管道焊培訓(xùn),羅定...
羅定氬弧聯(lián)焊培訓(xùn),羅定高壓管道焊培訓(xùn),羅定...
-
東莞常平焊工考證 技能考證 常平焊工培訓(xùn)學(xué)校...
-
想學(xué)水電維修培訓(xùn)去哪里報(bào)名,最在在廣東東莞地...
-
想學(xué)水電安裝去哪里報(bào)名好?裝修電工好學(xué)嗎?東莞...
-
家裝水電培訓(xùn)班學(xué)校哪里有,水電安裝學(xué)習(xí)有這樣...
-
學(xué)裝修,學(xué)那個(gè)工種的好水電工怎么樣,東莞水電安...
-
水電安裝短期培訓(xùn)班,水電培訓(xùn)班哪里有,多少...
-
裝修水電工培訓(xùn)哪里有?廣東東莞有嗎
熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監(jiān)局焊工證查詢系統(tǒng)如何登陸?2020-04-22
- 工藝焊接性的直接試驗(yàn)方法有哪些?2019-11-06
- 工藝焊接性的間接評(píng)定有哪些方法?2019-11-06
- 選用焊接性試驗(yàn)方法時(shí)應(yīng)考慮哪些問(wèn)題2019-11-06
- 評(píng)價(jià)焊接性的準(zhǔn)則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評(píng)定焊接性的試驗(yàn)有哪些2019-11-06
- 鈦及鈦合金焊接的工藝要素及操作要點(diǎn)是2019-11-06
- 焊接鈦及鈦合金時(shí),如何從表面評(píng)定氬氣2019-11-06