焊接電弧的極性及應用是什么?焊接電弧的溫度不會超過6000
發布時間: 2019-01-02作者:baile100瀏覽量:
電弧的極性、結構與溫度
電弧焊可用直流或交流電源。在用直流電源時,可將工件接正極,焊條接負極,稱正接法;將工件接負極,焊條接
定燃燒,電壓必須相應地變化。因此,電壓的變化要靈敏。 正極,稱反接法。
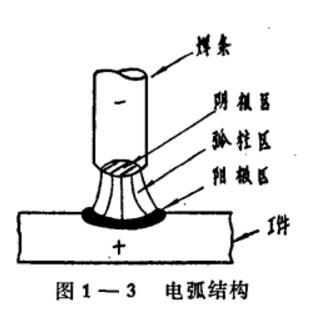
用直流電源時,電弧結構 兩擬昌 如圖1-3所示,由陰極區、
陽極區和弧柱區所組成。各區 拄區域的溫度,隨所用電極材料而不同。在碳極電弧焊接時,弧柱區溫度可達6000℃左右,陽 圖1-3電弧結構 極區約3400℃左右,陰極區約
3200℃左右。由此可見,陽極區的溫度高于陰極區。因此,在一般情況下,采用正接法,工件是陽極,溫度較高,可提高生產率。但在使用低氫型焊條時,則需要用反接法,因為低氫型焊條用正接法容易出現氣孔和斷弧。
用交流電源時,因交流電的極性是變化的,也就不存在正接法與反接法,兩電極溫度是相等的。由于交流電的極性是變化的,因此,電弧的穩定性不及直流。
(二)對電源的要求
由于電弧本身的特點,引弧時是以短時間的短路來實現的。焊接過程中的斷弧及重新引弧,以及電弧長度不可避免的變化等,要獲得穩定的電弧,對電源就提出了特定的要求:
①具有夠的引弧電壓及燃弧電壓(即空載電壓及工作電壓)。一般空載電壓,直流為40伏以上,交流為55伏以
②短路時電流不能太大。
③焊接過程中,電弧長度經常發生變化,要保持電弧穩
④隨著所焊工件厚度的不同,需要不同大小的電流,因此電流大小應能在一定范圍內調節。
般供電網的電源不能滿足上述要求。因此,交流電弧焊時,是利用焊接變壓器,改變一般電源的特性,以滿足上述要求。直流電弧焊時,則利用一特殊發電機或整流器來供電。
熱門課程

熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監局焊工證查詢系統如何登陸?2020-04-22
- 工藝焊接性的直接試驗方法有哪些?2019-11-06
- 工藝焊接性的間接評定有哪些方法?2019-11-06
- 選用焊接性試驗方法時應考慮哪些問題2019-11-06
- 評價焊接性的準則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評定焊接性的試驗有哪些2019-11-06
- 鈦及鈦合金焊接的工藝要素及操作要點是2019-11-06
- 焊接鈦及鈦合金時,如何從表面評定氬氣2019-11-06