等離子弧焊的工藝內容有哪些?
發布時間: 2019-11-04作者:baile100瀏覽量:
等離子弧焊的工藝內容有哪些?
答:(1)焊接材料 圖3-26小孔效應焊縫
①電極和極性。一般 成形時的“酒杯狀”焊縫都采用釷鎢作為電極。焊接不銹鋼、合金鋼、鈦合金、鎳合金等采用直流正接;焊接鋁、鎂 合金時采用直流反接,此時所用的電極應為水冷銅電極。 ②氣體。根據氣體的作用不同,所采用的氣體分為等離子氣和保護氣兩大類。
焊接常用的等離子氣是氬氣。為提高等離子弧的穿透能力并提高效率,可在氬氣中加入少量氫氣,以增加熔深和提高焊接速度,一般可加5%-7%H2,多時可達15%。
所用的保護氣體,在焊接時不僅能起到保護金屬的作用并對電弧形態、金屬的加熱和冷卻都有直接影響。
(2)防止產生雙弧現象在釆用轉移弧焊接時,有時除了產生在鎢極和焊件之間燃燒的等離子弧外,還會產生在鎢極—噴嘴一焊件之間燃燒的串聯電弧。 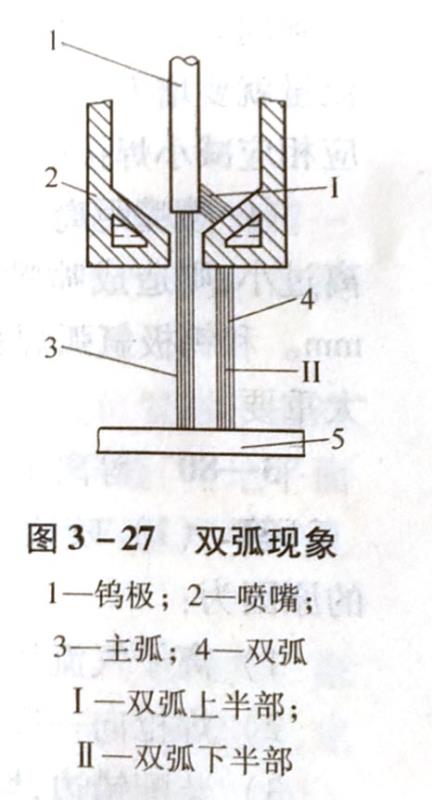 這種現象稱為雙弧,如圖3-27所示。
這種現象稱為雙弧,如圖3-27所示。
雙弧現象使主弧電流降低,正常的焊接2與切制過程被破壞,嚴重時將會導致燒毀噴嘴。防止產生雙弧的工藝措施是n正確選擇電流及離子氣流量;b.減少3轉弧時的沖擊電流;c.噴嘴孔道不要太
長;d.電極與噴嘴孔道中心應盡可能對齊:e噴嘴至焊件的距離不要太近;.電圖3-27雙弧現象極內縮量不要太大;g.注意加強對噴嘴1-極:2-噴明和電極的冷卻。 主弧;4一雙弧一雙弧上半部;
①氣流量。等離子氣流量增加可一雙弧下半部
(3)焊接參數
使熔透能力增大。在其他條件不變時,為了形成小孔,應有足 夠的氣流量;但若過大,會使小孔直徑過大而不能保證焊縫成 形。噴嘴孔徑確定后,等離子氣流量的大小視焊接電流和焊接速度決定,它們三者之間要適當的匹配。
保護氣體流量與等離子氣流量有一個適當的比例,若過 大將會導致氣流的紊亂,影響電弧的穩定性和保護效果。小孔效應焊接保護氣體流量一般在15-30L/min范圍內。
②焊接電流。焊接電流根據板厚或熔透要求而定。過 小不能形成小孔;過大將因小孔直徑過大而使金屬墜落,同時 還可能引起雙弧現象。因此在噴嘴結構確定后,為了獲得穩定的小孔焊接過程,焊接電流只能被限定在某一合適的范圍 內,且還與等離子氣的流量有關。
③焊接速度。焊接速度也是影響小孔效應的一個重要 參數,為了獲得平滑的小孔焊接焊縫,隨著焊接速度的提高, 必須同時提高焊接電流。如果焊接電流一定,增大等離子氣 流量就要增大焊接速度;若焊接速度一定,增大等離子氣流量 應相應減小焊接電流。
④嗩嘴距離。噴嘴距離過大,則熔透能力降低;噴嘴距 離過小,則造成噴嘴被飛濺物沾污。一般噴嘴距離為3-8 mm。和鎢極氬弧焊相比,噴嘴距離變化對焊接質量的影響不 太重要。
答:(1)焊接材料 圖3-26小孔效應焊縫
①電極和極性。一般 成形時的“酒杯狀”焊縫都采用釷鎢作為電極。焊接不銹鋼、合金鋼、鈦合金、鎳合金等采用直流正接;焊接鋁、鎂 合金時采用直流反接,此時所用的電極應為水冷銅電極。 ②氣體。根據氣體的作用不同,所采用的氣體分為等離子氣和保護氣兩大類。
焊接常用的等離子氣是氬氣。為提高等離子弧的穿透能力并提高效率,可在氬氣中加入少量氫氣,以增加熔深和提高焊接速度,一般可加5%-7%H2,多時可達15%。
所用的保護氣體,在焊接時不僅能起到保護金屬的作用并對電弧形態、金屬的加熱和冷卻都有直接影響。
(2)防止產生雙弧現象在釆用轉移弧焊接時,有時除了產生在鎢極和焊件之間燃燒的等離子弧外,還會產生在鎢極—噴嘴一焊件之間燃燒的串聯電弧。
雙弧現象使主弧電流降低,正常的焊接2與切制過程被破壞,嚴重時將會導致燒毀噴嘴。防止產生雙弧的工藝措施是n正確選擇電流及離子氣流量;b.減少3轉弧時的沖擊電流;c.噴嘴孔道不要太
長;d.電極與噴嘴孔道中心應盡可能對齊:e噴嘴至焊件的距離不要太近;.電圖3-27雙弧現象極內縮量不要太大;g.注意加強對噴嘴1-極:2-噴明和電極的冷卻。 主弧;4一雙弧一雙弧上半部;
①氣流量。等離子氣流量增加可一雙弧下半部
(3)焊接參數
使熔透能力增大。在其他條件不變時,為了形成小孔,應有足 夠的氣流量;但若過大,會使小孔直徑過大而不能保證焊縫成 形。噴嘴孔徑確定后,等離子氣流量的大小視焊接電流和焊接速度決定,它們三者之間要適當的匹配。
保護氣體流量與等離子氣流量有一個適當的比例,若過 大將會導致氣流的紊亂,影響電弧的穩定性和保護效果。小孔效應焊接保護氣體流量一般在15-30L/min范圍內。
②焊接電流。焊接電流根據板厚或熔透要求而定。過 小不能形成小孔;過大將因小孔直徑過大而使金屬墜落,同時 還可能引起雙弧現象。因此在噴嘴結構確定后,為了獲得穩定的小孔焊接過程,焊接電流只能被限定在某一合適的范圍 內,且還與等離子氣的流量有關。
③焊接速度。焊接速度也是影響小孔效應的一個重要 參數,為了獲得平滑的小孔焊接焊縫,隨著焊接速度的提高, 必須同時提高焊接電流。如果焊接電流一定,增大等離子氣 流量就要增大焊接速度;若焊接速度一定,增大等離子氣流量 應相應減小焊接電流。
④嗩嘴距離。噴嘴距離過大,則熔透能力降低;噴嘴距 離過小,則造成噴嘴被飛濺物沾污。一般噴嘴距離為3-8 mm。和鎢極氬弧焊相比,噴嘴距離變化對焊接質量的影響不 太重要。
熱門課程

熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監局焊工證查詢系統如何登陸?2020-04-22
- 工藝焊接性的直接試驗方法有哪些?2019-11-06
- 工藝焊接性的間接評定有哪些方法?2019-11-06
- 選用焊接性試驗方法時應考慮哪些問題2019-11-06
- 評價焊接性的準則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評定焊接性的試驗有哪些2019-11-06
- 鈦及鈦合金焊接的工藝要素及操作要點是2019-11-06
- 焊接鈦及鈦合金時,如何從表面評定氬氣2019-11-06