比較新焊道的四種基本類型是什么?
發布時間: 2017-07-16作者:baile100瀏覽量:
《最新焊道的四種基本類型是什么》
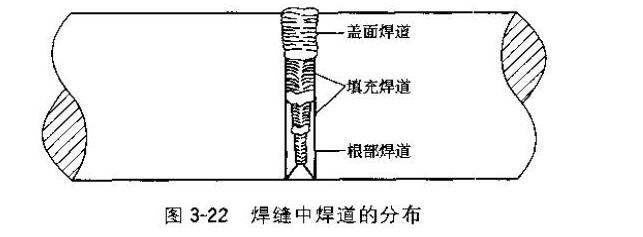
一、 始焊道或根部焊道,點固焊后焊接的第一道焊縫。根部焊道對隨后的一切焊道能夠起到支持效果,并對隨后的焊縫背面起到保護效果,避免遭到氣體的腐蝕破壞。根部焊道的尺寸有必要滿意接受根部的收縮應力、到達焊縫不發生開裂的請求。
二、第二焊道,通常也被稱為熱焊道,熱焊道施焊的意圖是能將根部焊道中的熔渣去掉。此外,熱焊道還能保證根部焊道和母材之間金屬的完全熔合。與隨后的填充焊道比較,熱焊道中熔敷的焊縫金屬很少。熱焊道焊接時選用的焊接熱量輸入(或焊接電流)比填充焊道稍大。許多焊接操作者所說的“熱焊道將熔渣焚燒掉”是不準確的,由于熔清焚燒前鋼管現已先熔化,熱焊道準確的焊接操作只是將熔渣去掉。
三、填充焊道或中心焊道,點撥固焊以后和蓋面焊道之前的一切焊道,
五、蓋面焊通蓋面焊道請求焊縫外表光滑,并且有一個2.5~5mm的余高,以起到加強焊縫的效果。
每一焊道都要在不一樣的方位起焊和停止焊接,以避免單薄部位的累積。假如根部焊道、熱焊道、填充焊道和蓋面焊道能夠順次準確進行焊接,則能夠獲得具有滿足熔透的焊縫,使接頭與管子等強度,甚至焊縫強度高于管子自身。并不是一切的管子都要進行多道焊,例如在管子接受壓力較低或接頭強度請求不是很高的場合,能夠不進行多道焊。焊縫中焊道的散布如圖3-22所示。
《最新焊道的四種基本類型是什么》
熱門課程

熱門資訊
- 889
- 2331
- 2329
- 2326
- 2325

- 安監局焊工證查詢系統如何登陸?2020-04-22
- 工藝焊接性的直接試驗方法有哪些?2019-11-06
- 工藝焊接性的間接評定有哪些方法?2019-11-06
- 選用焊接性試驗方法時應考慮哪些問題2019-11-06
- 評價焊接性的準則是什么?常用的焊接性試2019-11-06
- 影響材料(鋼材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?評定焊接性的試驗有哪些2019-11-06
- 鈦及鈦合金焊接的工藝要素及操作要點是2019-11-06
- 焊接鈦及鈦合金時,如何從表面評定氬氣2019-11-06