氬弧焊操作要領
發布時間: 2019-02-10作者:baile100瀏覽量:
氬弧焊操作要領
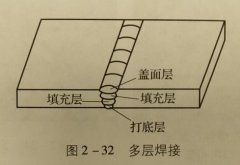
(1)打底層的焊接操作要領
1)采用左向焊法,將裝配間隙大的一端放在左側。
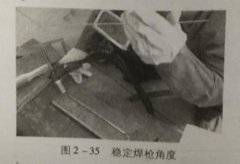
2)準備工作結束后,戴上面罩并打開黑鏡片,穩定好焊槍角度,如圖2-35。 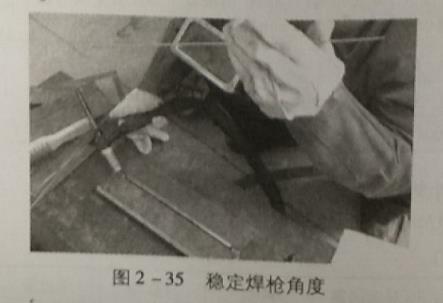
行焊接,送絲采用捻絲方式斷續送絲法
4)焊接打底層時,采用較小的焊槍傾角和較小的焊接電流焊絲、焊槍與焊件的角度如圖2-36,使電弧熱量集中在焊絲上。
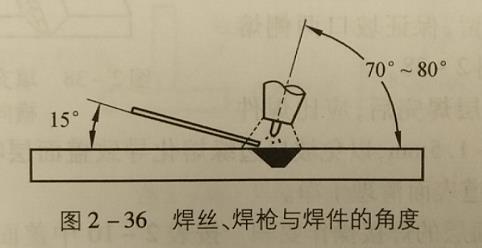
圖2-36焊絲、焊槍與焊件的角度5)焊接時,焊絲送入要均勻,焊槍可不做橫向擺動,采用直線形的方式向前焊接。為保證背面焊縫成形良好,可采用斷續送絲法向熔池中送給焊絲
6)焊接過程中,要密切注意熔池的變化,隨時調節焊接工藝參數。當熔池增大、焊縫變寬時,說明熔池溫度過高;當熔池減小、焊縫變窄時,說明熔池溫度過低。
7)當更換焊絲或暫停焊接時,需要接頭。接頭時,應首先檢查弧坑處有無缺陷。如果有缺陷,應將缺陷徹底清除后再進行焊接。接頭方法是在弧坑右側10~20mm處引弧,并慢慢向左移動等弧坑開始熔化并形成熔池和熔孔后,再填充焊絲進行焊接,如圖 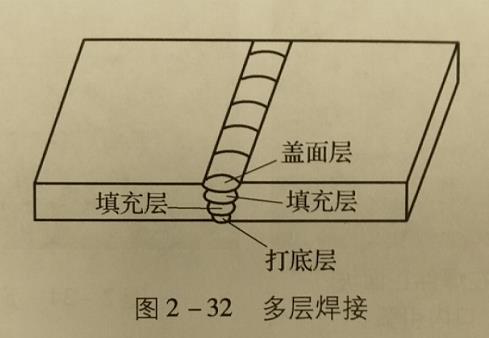
8)收弧。當焊至焊件末端時,
應減小焊槍與焊件的夾角,加大焊點絲填充量以填滿弧坑,同時為防止產生冷縮孔,收弧時必須將電弧引至坡口一側后熄弧,如圖2-37,并 延時送氣3~5S,以防熔池金屬在高圖2-37正確的熄弧位置溫下氧化。
(2)填充層的焊接操作要領按表2-10中填充層焊接工藝參數調節好設備,進行填充層的焊接。
1)焊接時,焊槍可利用手腕的靈活性做鋸齒形或月牙形橫向 鋸齒形 擺動,擺動幅度應稍大,并在坡口月牙形兩側稍作停留,保證坡口兩側熔合良好,如圖2-38。 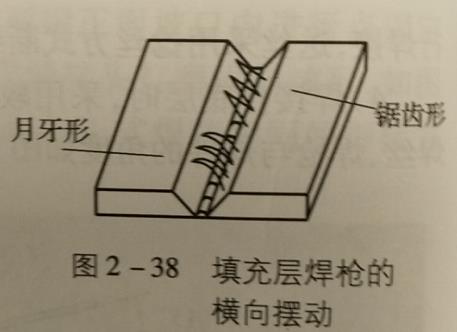 圖2-38填充層焊槍的
圖2-38填充層焊槍的
2)填充層焊完后,應比焊件 橫向擺動
表面低1.0~1.5mm,以免坡口邊緣熔化導致蓋面層咬邊或焊偏,焊完后將焊道表面清理干凈。
(3)蓋面層的焊接操作要領按表2-10中蓋面層焊接工藝 數調節好設備,進行蓋面層焊接。蓋面層的焊接與填充層基本 相同,但要加大焊槍擺動幅度,保證熔池兩側超過坡口邊緣0.51m,并稍作停留,以利于良好熔合,防止產生咬邊,熄弧時必須填滿弧坑。
(1)打底層的焊接操作要領
1)采用左向焊法,將裝配間隙大的一端放在左側。
2)準備工作結束后,戴上面罩并打開黑鏡片,穩定好焊槍角度,如圖2-35。
圖2-35穩定焊槍角度
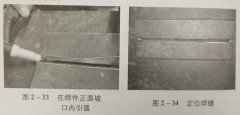
3)在焊件右端定位焊縫上引燃電弧,引燃電弧后在坡口處預熱3-5s。當定位焊縫左端開始熔化,并出現熔孔后開始送絲進行焊接,送絲采用捻絲方式斷續送絲法
4)焊接打底層時,采用較小的焊槍傾角和較小的焊接電流焊絲、焊槍與焊件的角度如圖2-36,使電弧熱量集中在焊絲上。
圖2-36焊絲、焊槍與焊件的角度
6)焊接過程中,要密切注意熔池的變化,隨時調節焊接工藝參數。當熔池增大、焊縫變寬時,說明熔池溫度過高;當熔池減小、焊縫變窄時,說明熔池溫度過低。
7)當更換焊絲或暫停焊接時,需要接頭。接頭時,應首先檢查弧坑處有無缺陷。如果有缺陷,應將缺陷徹底清除后再進行焊接。接頭方法是在弧坑右側10~20mm處引弧,并慢慢向左移動等弧坑開始熔化并形成熔池和熔孔后,再填充焊絲進行焊接,如圖
8)收弧。當焊至焊件末端時,
應減小焊槍與焊件的夾角,加大焊點絲填充量以填滿弧坑,同時為防止產生冷縮孔,收弧時必須將電弧引至坡口一側后熄弧,如圖2-37,并 延時送氣3~5S,以防熔池金屬在高圖2-37正確的熄弧位置溫下氧化。
(2)填充層的焊接操作要領按表2-10中填充層焊接工藝參數調節好設備,進行填充層的焊接。
1)焊接時,焊槍可利用手腕的靈活性做鋸齒形或月牙形橫向 鋸齒形 擺動,擺動幅度應稍大,并在坡口月牙形兩側稍作停留,保證坡口兩側熔合良好,如圖2-38。
2)填充層焊完后,應比焊件 橫向擺動
表面低1.0~1.5mm,以免坡口邊緣熔化導致蓋面層咬邊或焊偏,焊完后將焊道表面清理干凈。
(3)蓋面層的焊接操作要領按表2-10中蓋面層焊接工藝 數調節好設備,進行蓋面層焊接。蓋面層的焊接與填充層基本 相同,但要加大焊槍擺動幅度,保證熔池兩側超過坡口邊緣0.51m,并稍作停留,以利于良好熔合,防止產生咬邊,熄弧時必須填滿弧坑。
熱門課程

熱門資訊
- 1572
- 1536
- 1535
- 1529
- 1528


- 氬弧焊打鎢極什么原因,夾鎢又是怎么回2021-09-19
- 初學氬弧焊點焊技巧-電流調節技巧-不銹2019-03-02
- 氬弧焊操作要領2019-02-10
- 氬弧焊焊件裝配定位焊2019-02-10
- 氬弧焊焊接工藝參數2019-02-02
- 氬弧焊焊接特點2019-02-02
- 氬弧焊焊前準備2019-02-02
- 引弧及平敷焊容易出現的問題2019-01-29
- 薄板引弧及平敷焊的操作要領2019-01-29