薄板引弧及平敷焊的焊前準備
發布時間: 2019-01-29作者:baile100瀏覽量:
薄板引弧及平敷焊的焊前準備
薄板引弧及平敷焊的基本操作
所謂引弧就是引燃焊接電弧的過程。平敷焊是在平焊位置上在焊件表面堆敷焊道的一種操作方式。
1.焊前準備
(1)焊件材料Q235鋼,尺寸為200m×100mm×4mm。
(2)焊接材料焊絲選用HO8Mn2SiA。電極選用鈰鎢極,為使電弧燃燒穩定,將其端部磨成尖錐形,見圖2-10(a)。氬氣純 度為99.99%
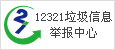
(3)焊機焊機選用WS-300型,安裝連接好設備,采用直流 正接。使用前應檢查焊機各處的接線是否正確、牢固,見圖2-13。
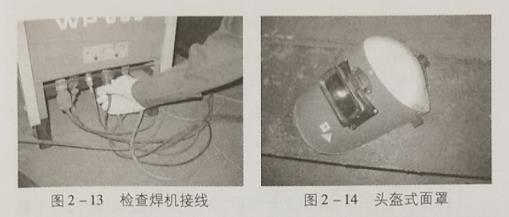
(4)穿戴好勞保用品采用頭盔式面罩,并準備好鋼絲刷,以 便對焊件進行清理,見圖2-14。
(5)清理焊件對被焊焊件進行清理,如圖2-15。
(6)焊件的放置將焊件放在工作臺上,并將地線與工作臺相連接,如圖2-16
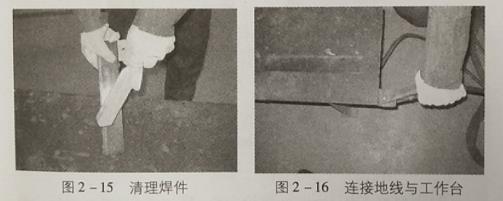
圖2-15清理焊件 圖2-16連接地線與工作臺
(7)啟動焊機如圖2-17所示啟動焊機,并調節所需要的焊接工藝參數,如圖2-18。薄板引弧及平敷焊焊接工藝參數的選擇見表2-9
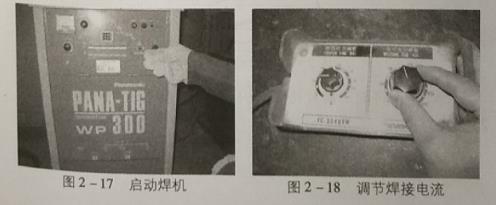
圖2-17啟動焊機 圖2-18調節焊接電流
表2-9 薄板引弧及平敷焊接工藝參數
薄板引弧及平敷焊的基本操作
所謂引弧就是引燃焊接電弧的過程。平敷焊是在平焊位置上在焊件表面堆敷焊道的一種操作方式。
1.焊前準備
(1)焊件材料Q235鋼,尺寸為200m×100mm×4mm。
(2)焊接材料焊絲選用HO8Mn2SiA。電極選用鈰鎢極,為使電弧燃燒穩定,將其端部磨成尖錐形,見圖2-10(a)。氬氣純 度為99.99%
(3)焊機焊機選用WS-300型,安裝連接好設備,采用直流 正接。使用前應檢查焊機各處的接線是否正確、牢固,見圖2-13。
(4)穿戴好勞保用品采用頭盔式面罩,并準備好鋼絲刷,以 便對焊件進行清理,見圖2-14。
(5)清理焊件對被焊焊件進行清理,如圖2-15。
(6)焊件的放置將焊件放在工作臺上,并將地線與工作臺相連接,如圖2-16
圖2-15清理焊件 圖2-16連接地線與工作臺
(7)啟動焊機如圖2-17所示啟動焊機,并調節所需要的焊接工藝參數,如圖2-18。薄板引弧及平敷焊焊接工藝參數的選擇見表2-9
圖2-17啟動焊機 圖2-18調節焊接電流
表2-9 薄板引弧及平敷焊接工藝參數
| 焊件 | 鎢極直徑(mm) | 焊絲直徑 (mm) | 焊接電流(A) | 氣體流量(L/min) | 焊接方向 | 鎢極伸 長度(mm) |
| Q235 | φ2.0 | HO8Mn2 SiAφ2.0 | 70~90 | 4~6 | 左向焊 | 3~4 |
熱門課程

熱門資訊
- 1572
- 1536
- 1535
- 1529
- 1528


- 氬弧焊打鎢極什么原因,夾鎢又是怎么回2021-09-19
- 初學氬弧焊點焊技巧-電流調節技巧-不銹2019-03-02
- 氬弧焊操作要領2019-02-10
- 氬弧焊焊件裝配定位焊2019-02-10
- 氬弧焊焊接工藝參數2019-02-02
- 氬弧焊焊接特點2019-02-02
- 氬弧焊焊前準備2019-02-02
- 引弧及平敷焊容易出現的問題2019-01-29
- 薄板引弧及平敷焊的操作要領2019-01-29