電弧的剛直性及磁偏吹,什么是電弧磁偏吹,電弧磁偏吹有何影響
發布時間: 2019-01-18作者:baile100瀏覽量:
電弧的剛直性及磁偏吹,什么是電弧磁偏吹,電弧磁偏吹有何影響
(1)電弧的剛直性焊接電弧抵抗外界干擾,力求保持焊接 電流沿焊絲軸向流動的性能,稱為焊接電弧剛直性(挺度)。剛直性是電弧的固有性質,它使得電弧中心線總是處在焊絲軸線上,如 圖1-10
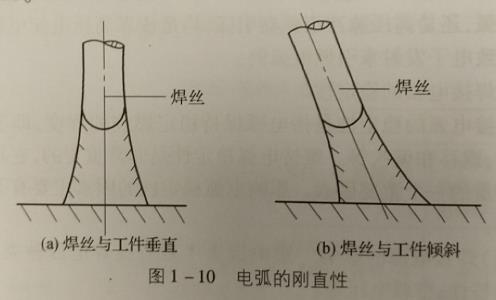
圖1-10電弧的剛直性
電弧的剛直性是由電弧自身的磁場決定的。電弧是一段氣體 導體,電流在其周圍產生對稱的磁場,該磁場使得電弧中帶電粒子 均受到指向焊絲軸向線的力,無論焊絲是垂直還是傾斜,電弧總是 保持在焊絲線上,這樣保證了電弧焊的易操作性。
(2)磁偏吹如果外部因素 使電弧周圍磁場不對稱,電弧中 心線周圍帶電粒子所受的電磁力 不對稱,從而使電弧偏向一側,這 現象稱為磁偏吹,如圖1-11。FQQa 圖中F左、F右分別由左、右向電磁 力。磁偏吹使電弧燃燒不穩定飛濺加大、熔滴下落時失去保護嚴重影響焊縫的成形。
(2)磁偏吹如果外部因素 使電弧周圍磁場不對稱,電弧中 心線周圍帶電粒子所受的電磁力 不對稱,從而使電弧偏向一側,這 現象稱為磁偏吹,如圖1-11。FQQa 圖中F左、F右分別由左、右向電磁 力。磁偏吹使電弧燃燒不穩定飛濺加大、熔滴下落時失去保護嚴重影響焊縫的成形。
引起磁偏吹的主要原因有 :
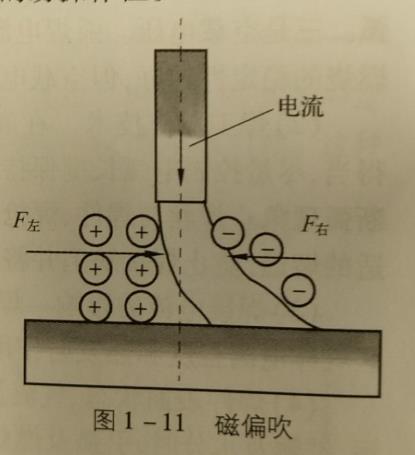
圖1-11磁偏吹
圖1-11磁偏吹
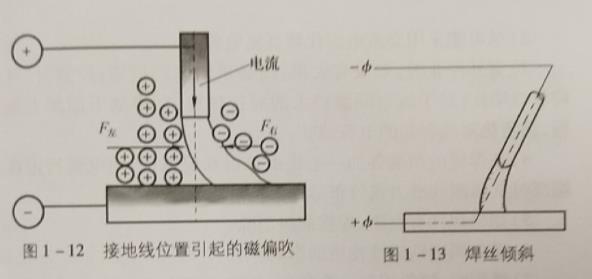
1)接地線接法不正確。對于長、大的焊件,如果一端接地,則 會產生磁偏吹,如圖1-12。解決的方法是將焊絲(焊條)向右傾 斜一定角度,增大左側空間,使兩側磁力線對稱,如圖1-13
2)附近有鐵磁性物質。當電弧一側放置一塊鋼板時(T 電流形接頭角焊縫),電弧偏離焊絲 軸線指向鋼板,產生磁偏吹。Q電弧一側放置的鋼板越大或距離越近,電弧的磁偏吹就越厲
害,如圖1-14。
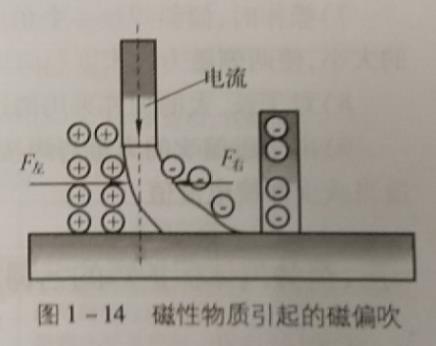
圖1-14磁性物質引起的磁偏吹對于長、大的焊件,當電弧行走到焊件端部時,電弧會偏向焊件內側,這是由于此時的電弧兩側鐵磁性物質不對稱引起的,鋼板內側的導磁面積遠遠大于外側,相當于在內側放置了一塊鐵磁性物質。
圖1-14磁性物質引起的磁偏吹對于長、大的焊件,當電弧行走到焊件端部時,電弧會偏向焊件內側,這是由于此時的電弧兩側鐵磁性物質不對稱引起的,鋼板內側的導磁面積遠遠大于外側,相當于在內側放置了一塊鐵磁性物質。
(3)其他偏吹電弧周圍氣流不對稱時也會導致電弧偏向側。如在室外焊接時,大風會使電弧偏向嚴重,氣體保護效果也變差;在焊管時,管中的空氣流動也會導致偏吹;厚板開坡口多層焊接時,較大的間隙往往會因熱對流而造成電弧偏吹。
(4)減小偏吹的方法偏吹導致電弧的可操作性變差、焊接過程不穩定,焊縫成形差,嚴重時會造成焊接缺陷及熄弧,因此焊接過程中必須避免出現偏吹。減小和防止偏吹的方法有以下幾點:
1)盡量采用短弧進行焊接。
2)盡可能采用交流電源代替直流電源。
3)室外作業時,如果有大風,則必采取遮擋措施;焊管時,可 將管口堵住;對于坡口間隙較大的對接焊縫,在焊縫下面加上墊 板,預防熱對流引起的電弧偏吹。
4)在焊縫的兩端各加一小塊引弧板和熄弧板,使電弧行走在 端部時其兩側的磁力線分布盡量保持對稱。
5)如果焊件有剩磁,焊接前應消除。 6)避免周圍鐵磁性物質的影響。
7)操作時,傾斜焊絲一個角度,調整一下電弧左、右兩側空間 的大小,使兩側磁力線密度趨向均勻。
8)對于長、大的焊件采用兩邊連接地線的方法。
9)由于磁偏吹的力量與焊接電流的平方值成正比,因此應該 適當減少焊接電流值。
3)室外作業時,如果有大風,則必采取遮擋措施;焊管時,可 將管口堵住;對于坡口間隙較大的對接焊縫,在焊縫下面加上墊 板,預防熱對流引起的電弧偏吹。
4)在焊縫的兩端各加一小塊引弧板和熄弧板,使電弧行走在 端部時其兩側的磁力線分布盡量保持對稱。
5)如果焊件有剩磁,焊接前應消除。 6)避免周圍鐵磁性物質的影響。
7)操作時,傾斜焊絲一個角度,調整一下電弧左、右兩側空間 的大小,使兩側磁力線密度趨向均勻。
8)對于長、大的焊件采用兩邊連接地線的方法。
9)由于磁偏吹的力量與焊接電流的平方值成正比,因此應該 適當減少焊接電流值。
熱門課程

熱門資訊
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么區別2020-03-21
- 二氧化碳氣體保護焊運條手法有哪些?2020-03-21
- 藥芯焊絲焊接的技巧有哪些2020-03-21
- 二保焊藥芯焊絲怎么焊2020-03-21
- 二保焊焊接時的手法是注意哪些2020-03-21
- 初學二保焊焊接手法2020-03-21
- 這10種焊接方法你都知道嗎?2020-03-17
- 氣保焊(二氧化碳氣保焊)的焊接方法2020-03-17
- 電焊、氬弧焊、氣保焊、三者有什么區別2019-09-23